Cięcie gazowe - cnccad
Menu główne:
- Strona główna
- Oferta i współpraca
-
Troche o ...
- O procesie
- Cięciu, czyli ...
- Spawaniu, czyli ...
- Kontrolerach CNC ...
- Po godzinach
- Kontakt
Cięcie gazowe
Proces cięcia gazowego ( OXY CUT ) jest bardzo starą technologią stosowaną po dzień dzisiejszy.
Od czasów jej powstania , wiele się w sposobie działania nie zmieniło. Jedynie wprowadzano udoskonalenia w budowie palników , dysz i innego osprzętu
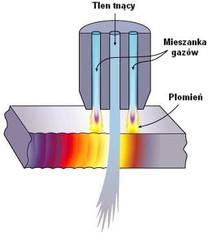
Zanim rozpocznie się proces cięcia, stal musi osiągnąć temperaturę zapłonu. To jest zadanie dla płomienia gazowego wytworzonego
przez mieszankę gazową. Wybór gazu palnego decyduje o szybkości nagrzewania , nawęglaniu krawędzi i utwardzeniu.
Acetylen zapewniający wysoką temperaturę i skuteczność płomienia wydaje się być optymalnym rozwiązaniem ale nie tanim.
Najistotniejszym jednak elementem sprzętu do cięcia jest dysza tnąca. Odpowiednie ukształtowanie wylotu kanału tlenu tnącego, zwiększające prędkość wypływu tego gazu w znacznym stopniu zwiększa prędkość cięcia. Dalsze zwiększenie tej prędkości możliwe jest dzięki zastosowaniu systemu JETEX®, w którym wykorzystuje się “dysze kurtynowe”.
W tego typu dyszach strumień tlenu tnącego jest otoczony kurtyną tlenową, ograniczającą dostęp produktów spalania oraz powietrza, które obniżają czystość tlenu tnącego,
a w konsekwencji obniżają prędkość cięcia.
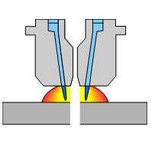
Cięcie prostopadłe, ukosowanie, przygotowanie do spawania przez cięcie kilkoma palnikami jednocześnie ( metody ukosowania K , X , V ) to tylko niektóre możliwości oferowane przez tę technologię. W układzie pracy prostoliniowej stosujemy również żłobienie płomieniowe.
Poniżej pokazane są etapy cięcia od krawędzi materiału.

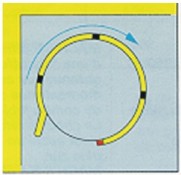
Często, podczas cięcia mamy problem z zachowaniem prawidłowych wymiarów , kształtów lub jednego i drugiego. Prostym przykładem może być cięta duża seria kół .
Podczas palenia zauważamy że palnik kończąc palić koło nie trafia w miejsce gdzie powinien trafić i nasze przykładowe kółko jest z ząbkiem lub po prostu owalne.
Koło w programie CAD jest okrągłe , kod NC wskazuje że też powinno być okrągłe a jak zrobimy test ruchu maszyny z programu to koło , faktycznie jest okrągłe.
Więc co jest nie tak ??
Jeżeli sama maszyna jest sprawna, pozycjonuje poprawnie przy szybkich przejazdach, wolnych symulujących pracę to z dużym prawdopodobieństwem można założyć błąd technologiczny procesu cięcia. Powodem tego jest potężna ilość energii w postaci ciepła wnoszona do materiału.
Programista piszący kod dla maszyny nie uwzględnił tego że materiał cięty termicznie , nie zależnie czy gazowo lub plazmowo ma wprowadzone bardzo dużą ilość energii w jego strukturę gdzie musi ona mieć też miejsce "ucieczki".
Energia ta zamienia się w naprężenia mechaniczne i szuka najnormalniej ujścia. Zazwyczaj ujście znajduje w swobodnym przemieszczeniu się materiału a w wyniku końcowym wprowadzając wady cięcia objawiające się na różne sposoby.
Sporadycznie udaje się tak wyciąć element że nie uszkadzamy go , ale to rzadkość i czysty przypadek.
Poniżej pokazuję jak powinny przebiegać kierunki cięcia dla plazmy i gazówki. Również to jest zalecane przy cięciu laserowym , ale biorąc pod uwagę szczelinę cięcia zawsze to może się "stracić" w klasie dokładności cięcia.
Kolor szary , to materiał. Kolor żółty z czerwonym punktem to ruch cięcia. Strzałka pokazuje kierunek cięcia.
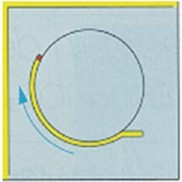
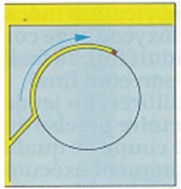
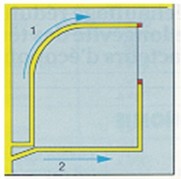
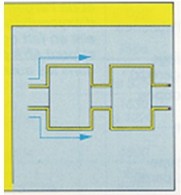
Na podstawie tych rysunków, nasuwa się wniosek że należy technologię cięcia tak zaplanować , w taki sposób by odciąć to co "cienkie" ( skrapy, odpad ) a następnie palnik "wchodzi" w pełną stal. Taki sposób cięcia, pozwoli nam zwiększyć pewność zachowania kształtu i wymiarów docelowych.